Qualitätssischerung – Unsere Prüfverfahren
Fertigungsbegleitende Prüfungen
Ein wichtiger Baustein bei der Qualitätssicherung bei B+T ist die digitale Überwachung sämtlicher Fertigungsprozesse. Die chemische Zusammensetzung
der galvanischen Bäder wird zum Teil durch automatische Online-Analyseverfahren bzw. hybride Onlinemessung Tag und Nacht überwacht, oder auch
klassisch durch unser Fachpersonal im chemischen Labor. Das bedeutet, unsere Mitarbeiter aus Fertigung und Steuerung können während des laufenden
Betriebs die Produktqualität überprüfen, bei Bedarf direkt eingreifen und dadurch die Ressourcen effizient und umweltschonend einsetzen. Darüber
hinaus werden fertigungsbegleitend Härteprüfungen (HV oder magnetinduktiv) der beschichteten Teile durchgeführt oder auch Reibungswerte ermittelt.
Abschließende Prüfungen
Zu unseren Standards gehören zudem abschließende Kontroll-Prüfungen, um die Stabilität und Robustheit unserer Prozesse und deren Ergebnisse
zu überprüfen. Neben Klima- und Umweltsimulationsprüfungen zum Nachweis der späteren Alltagstauglichkeit unserer Oberflächen zählt die
optoelektronische Sortierprüfung mit anschließender Verpackung in Schlauchbeutel, Kartonage oder direkt in KLT zu unseren etablierten
Prüfverfahren. Darüber hinaus führen wir auch Restschmutzanalysen im Rahmen der Anforderungen der technischen Sauberkeit durch.
Prüfungen als Dienstleistung (Lohnprüfungen)
Auch wenn Sie Ihre Teile nicht bei uns härten oder beschichten lassen, bieten wir Ihnen unser Know-how als Dienstleistung bei der Prüfung im
chemischen und physikalischen Labor an.
Fragen Sie uns an!
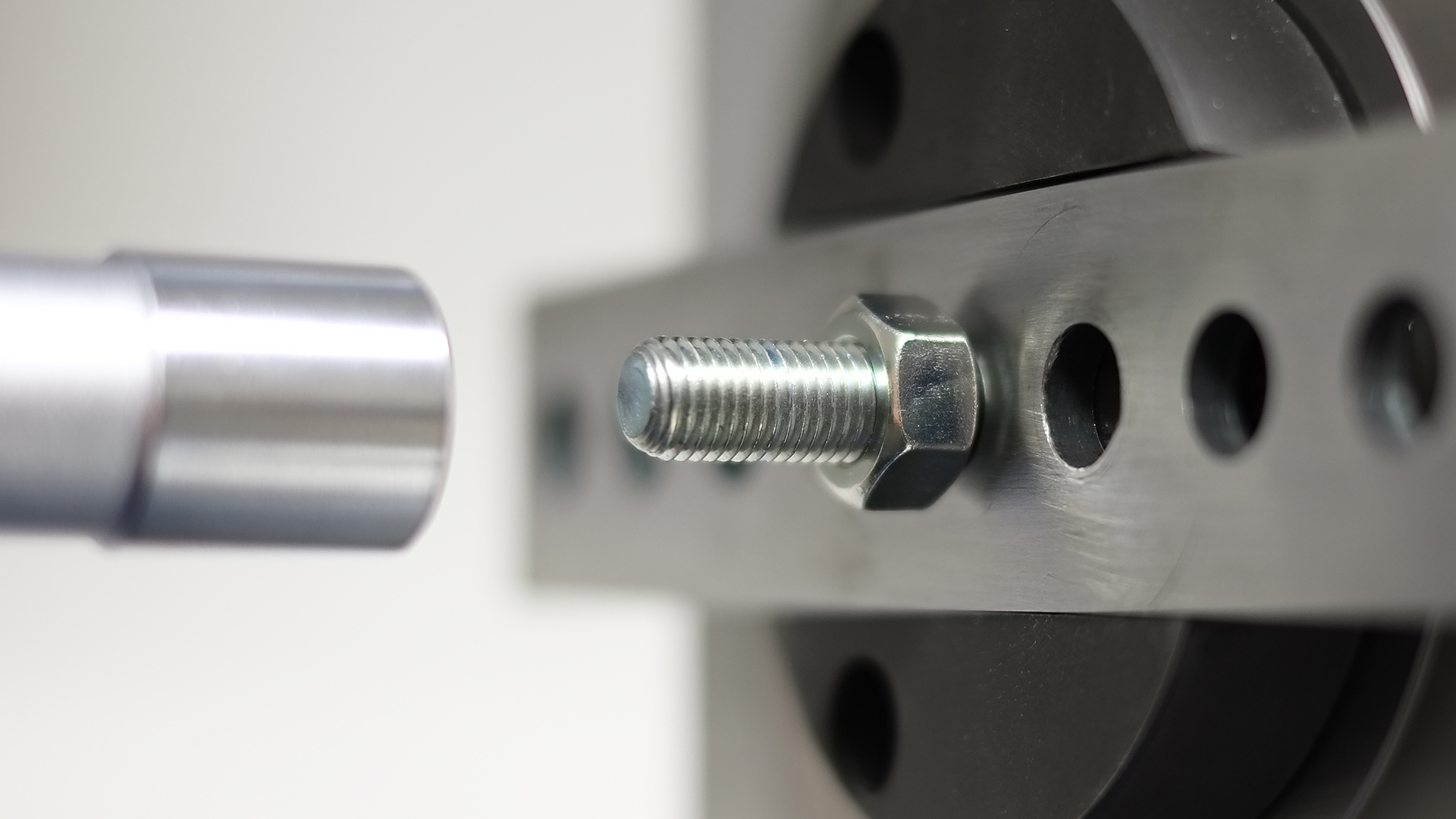
Reibwertprüfungen
Bei einer Schraubverbindung fließen nur 10% des aufgebrachten Drehmoments in die eigentlich gewünschte axiale Klemmkraft,
während die restlichen 90% auf die Reibverluste fallen.
Durch diesen hohen Anteil der Reibungsverluste am Anziehmoment wird die Notwendigkeit einer möglichst genauen Einstellung der
Reibungszahlen deutlich, um das Erreichen der gewünschten Klemmkraft sicherzustellen. Die Reibwerte hängen vom Schmierungszustand,
der Oberflächenrauigkeit und der Flächenpressung ab. Die unterschiedlichen Gleitmittelbeschichtungen werden von uns in aufwändigen
Tauch-Schleuderverfahren aufgebracht.
In unserem physikalischen Labor können wir mit zwei Universalprüfständen zum Messen von Drehmoment-Drehwinkel und Vorspannkräften
z.B. bei Schrauben und Muttern die exakten Reibwerte für Kopf- und Gewindereibung für die fertigungsbegleitende Qualitätssicherung
dokumentieren.
Für den Bereich Forschung & Entwicklung nutzen wir gemeinsam mit unseren Kunden die weiteren Möglichkeiten der Prüfstände, um neben
der normalen Prüfung gemäß DIN 16047 auch den anwendungsnahen Verschraubungsfall gemäß den Richtlinien der VDA 235-101 zu
simulieren. Dieser berücksichtigt mittels unterschiedlichen Kräften und Einschraubgeschwindigkeiten, sowie Mehrfachverschraubungen
gegen Stahl, Aluminium oder KTL-beschichteten Prüfleisten alle möglichen Varianten einer Schraubverbindung nach dem Stand der Technik.
Härteprüfungen
Nach der Wärmebehandlung verifizieren und dokumentieren wir das Ergebnis durch die Härteprüfung nach dem Vickers-Prüfverfahren.
Neben dem klassischen Härteprüfverfahren setzen wir zusätzlich ein Prüfsystem zur manuellen magnetinduktiven zerstörungsfreien
Prüfung ein. Basierend auf dem Wirbelstrom-Verfahren sind wir in der Lage im Rahmen der prozessbegleitenden Qualitätskontrolle
frühzeitig Materialverwechslungen und falsche Wärmebehandlungszustände zu erkennen.
Vorteile:
hohe Prüfgeschwindigkeit
hohe Prüfleistung
100% Prüfung möglich
hohe Reproduzierbarkeit
Dokumentation der Ergebnisse

Korrosionsprüfungen
In unserem Zentrum für Korrosionsprüfungen kommen modernste Anlagen zum Einsatz. Jahrzehntelange Realbedingungen in rostanfälligem
Klima können hier in wenigen Wochen simuliert werden. Klimawechseltests und Salzsprühnebeltest nach verschiedenen Normen werden hier
ebenso durchgeführt wie kombinierte Prüfmethoden, z. B. VDA 621-415 und Tests mit aggressiven Medien. Ob für Korrosionsuntersuchungen,
chemische Analysen, Schadenfalluntersuchungen, Werkstoffprüfungen, zur Qualitätssicherung oder in der Entwicklung – unsere Labor-Ausstattung
ist auf höchstem Niveau und kann auch für Lohnuntersuchungen genutzt werden.
Tests (gemäß Norm)
Salzsprühnebeltest (DIN EN ISO 9227)
Kondenswassertest (DIN EN ISO 6270-2)
Korrosions-Klimawechseltest (VDA 621-415)
Kälte-Wärmeprüfung von -40° bis + 180°C bzw. 300°C
Werknormen von Daimler, BMW, VW (PV 1200/1209/1210)
Schichtdickenprüfungen
Bei der Schichtdickenmessung in unserem physikalisch-chemischen Prüflabor vertrauen wir auf das Röntgenfluoreszenz-Spektroskop X-Ray
XDLM von Fischer. Damit lassen sich automatisch und zerstörungsfrei die Schichtdicken unserer beschichteten Produkte in unterschiedlichster
Größe und Form nach ISO 3497 und ASTM B 568 messen. Zur Qualitätssicherung werden kontinuierlich und zeitnah je 5 Teile einer Trommel oder eines
Gestells nach dem Beschichtungsvorgang entnommen und gemessen. Der Auftrag kann erst dann über das Messprogramm abgemeldet werden, wenn
die Teile sorgfältig geprüft und die Ergebnisse dokumentiert wurden.
Vorteile:
präzise und zerstörungsfreie Schichtdickenmessung
vollautomatischer Tisch
für kleine, große sowie ebene und unebene Proben geeignet
für alle gängigen Beschichtungsarten (Zink, Zink/Nickel, Zinn/Zink, u.a.) geeignet
für alle gängigen Beschichtungsarten (Zink, Zink/Nickel, Zinn/Zink, u.a.) geeignet
Messung gemäß ISO 3497 und ASTM B 568

Restschmutzanalyse
Schmutzpartikel können bei der Bearbeitung der Produkte entstehen oder im Handling in der Logistik durch Verpackungen,
Transportmittel etc. zugeführt werden und unentdeckt im weiteren Verarbeitungsprozess großen Schaden anrichten. Bei
unserem Restschmutzanlayse-Verfahren handelt es sich um eine Standard-Sauberkeitsprüfung als indirektes Prüfverfahren
mittels Extraktion, Analysefiltration, gravimetrischer Auswertung des Rückstandsgewichtes der gesamten Partikelmasse und
lichtoptischer Analyse, gem. VDA 19 und 20. Unser Service umfasst neben der Auswertung auch die Dokumentation des
Prüfprozesses. Dabei werden im laufenden Produktionsprozess Stichproben der gefertigten Teile auf Fremd-Partikel – ob
metallische Teile oder Fasern – im Mikrometerbereich untersucht, sodass frühzeitig Verunreinigungen entdeckt und
beseitigt werden können.
Vorteile:
indirektes Prüfverfahren
gravimetrische Auswertung und lichtoptische Analyse
Auswertung und Dokumentation des Prüfprozesses
gemäß VDA 19 und 20
Werknormen von BMW, Bosch, VW und weitere
Zurück

Unternehmensgruppe - Customized Solutions for Your Success