Fertigungsbegleitende Prüfungen
Ein wichtiger Baustein bei der Qualitätssicherung bei B+T ist die digitale Überwachung sämtlicher Fertigungsprozesse. Die chemische Zusammensetzung
der galvanischen Bäder wird zum Teil durch automatische Online-Analyseverfahren bzw. hybride Onlinemessung Tag und Nacht überwacht, oder auch
klassisch durch unser Fachpersonal im chemischen Labor. Das bedeutet, unsere Mitarbeiter aus Fertigung und Steuerung können während des laufenden
Betriebs die Produktqualität überprüfen, bei Bedarf direkt eingreifen und dadurch die Ressourcen effizient und umweltschonend einsetzen. Darüber
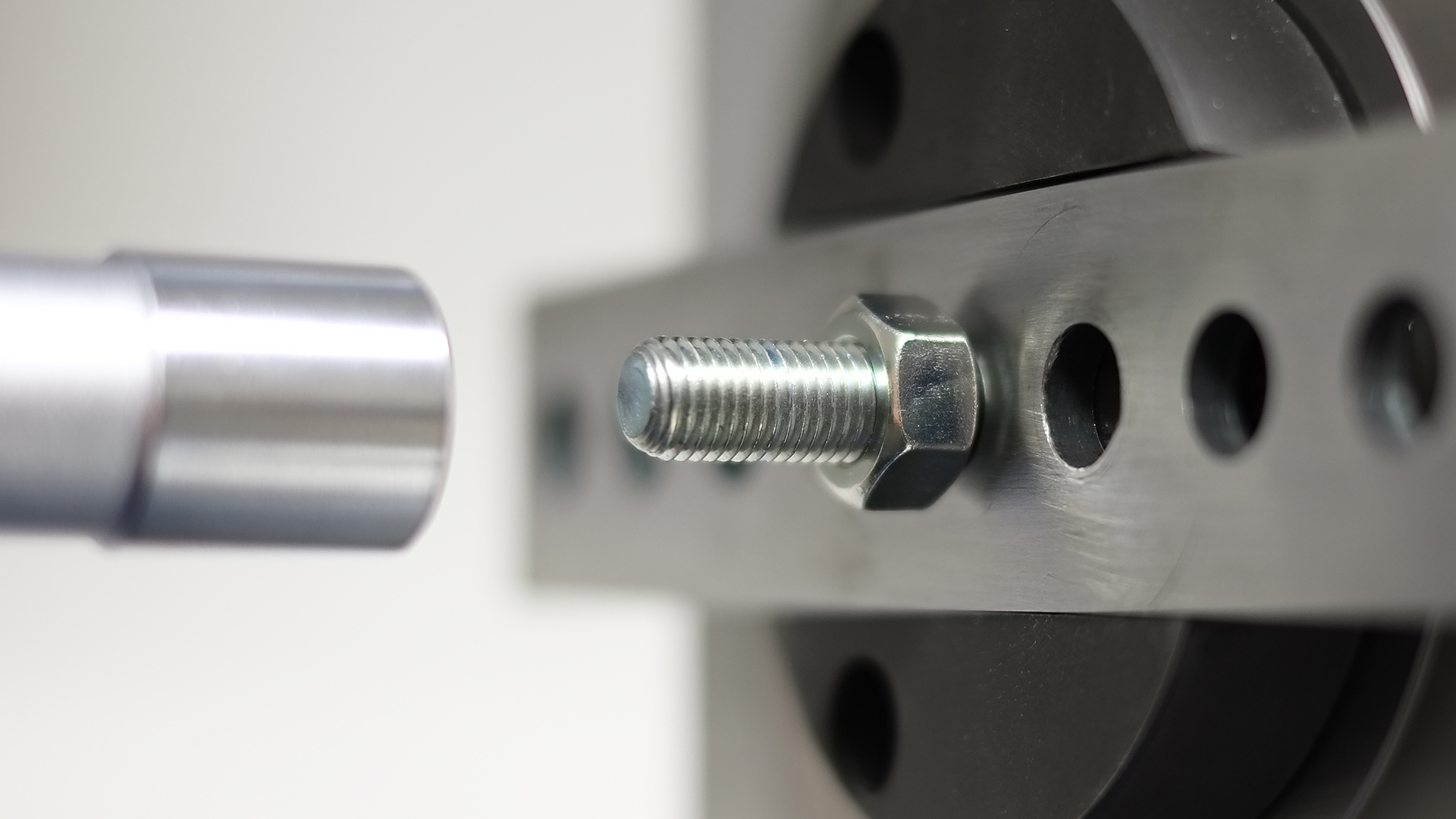
hinaus werden fertigungsbegleitend Härteprüfungen (HV oder magnetinduktiv) der beschichteten Teile durchgeführt oder auch Reibungswerte ermittelt.
Abschließende Prüfungen
Zu unseren Standards gehören zudem abschließende Kontroll-Prüfungen, um die Stabilität und Robustheit unserer Prozesse und deren Ergebnisse
zu überprüfen. Neben Klima- und Umweltsimulationsprüfungen zum Nachweis der späteren Alltagstauglichkeit unserer Oberflächen zählt die
optoelektronische Sortierprüfung mit anschließender Verpackung in Schlauchbeutel, Kartonage oder direkt in KLT zu unseren etablierten
Prüfverfahren. Darüber hinaus führen wir auch Restschmutzanalysen im Rahmen der Anforderungen der technischen Sauberkeit durch.
Prüfungen als Dienstleistung (Lohnprüfungen)
Auch wenn Sie Ihre Teile nicht bei uns härten oder beschichten lassen, bieten wir Ihnen unser Know-how als Dienstleistung bei der Prüfung im chemischen und physikalischen Labor an.